

En la actualidad, debido a la tendencia cada día más acusada hacia la incorporación de robots de ordeño en las granjas de vacuno de leche, se requiere por parte de los nutriólogos la elaboración de fórmulas granulables que cumplan una serie de requisitos de calidad, lo que permite extraer todo el potencial genético y productivo de los animales.
La granulación ha sido la principal mejora introducida en la tecnología de fabricación de piensos desde la incorporación de la molienda.
Consiste en someter el pienso en forma de harina a un efecto combinado de compresión y extrusión, mediante un proceso mecánico en el que confluyen fuerzas como fricción, presión y extrusión, junto con incrementos de temperatura.


 |
El proceso consta de tres fases básicas:




![]()

![]()
los orificios de la matriz.
![]()


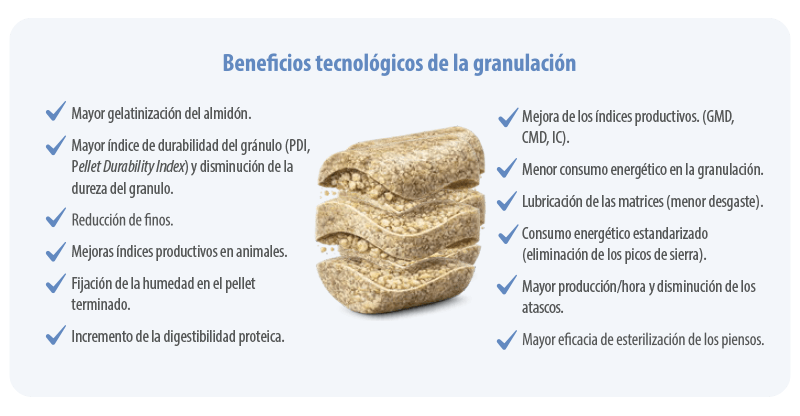
| Cuando el proceso de granulación se realiza bajo condiciones controladas, especialmente en lo referente a humedad y temperatura, pueden obtenerse mejoras relevantes tanto en la calidad del pellet como en la eficiencia del proceso de fabricación. |

El acondicionador es una pieza fundamental en la preparación del producto antes de su entrada en la matriz, ya que permite que la granulación se lleve a cabo en condiciones óptimas.
Las transformaciones físicas y químicas que se producen durante esta fase dependen de la combinación de tres factores principales:
![]()
Humedad
Tiempo de retención

La adición de vapor en el acondicionador incrementa la temperatura de la harina y, de forma simultánea, aumenta su humedad.


 |



Durante esta fase, las partículas primarias de la harina se adhieren entre sí para formar estructuras de mayor tamaño, constituidas por múltiples partículas densas y de libre flujo, conocidas como gránulos, mediante un proceso que tiene lugar en la granuladora.
Proceso físico-químico de la granulación por vía húmeda
La granulación por vía húmeda es el sistema más utilizado en las fábricas actuales de pienso para ganadería y se basa en la incorporación de agua, principalmente en forma de vapor.
El vapor proporciona:
![]()

![]()
![]()


Fuerzas implicadas en la formación del gránulo
FUERZAS FÍSICAS
Fuerzas de cohesión
Se trata de fuerzas de atracción entre partículas sólidas, consideradas menos importantes debido a su tamaño relativamente grande.
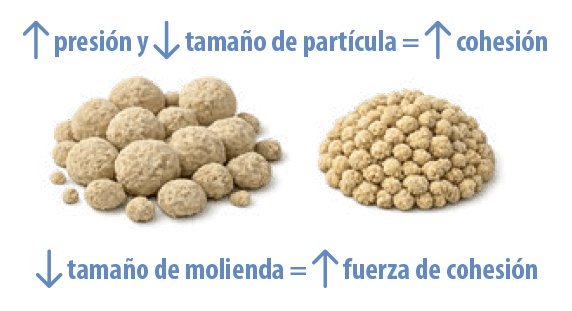
La presión ejercida por los rodillos sobre la matriz de la granuladora sitúa las moléculas a distancia de enlace, actuando:
![]()

![]()
![]()
Las fuerzas de atracción de Van der Waals son proporcionales al diámetro de la partícula e inversamente proporcionales a la distancia de separación entre ellas.

Fuerzas de entrelazamiento
Las fuerzas de entrelazamiento son de vital importancia para la granulación, ya que la compresión obliga a las partículas a encajar entre sí, produciendo un entrelazamiento mecánico.


En materias primas relativamente densas, como los cereales o la harina de soja, se necesita menos energía para la compresión. Por ello, una mayor proporción de cereales favorece el enlazamiento.


FUERZAS QUÍMICAS
Fuerzas de adhesión
Las fuerzas de adhesión se basan en la formación de fuerzas capilares por la presencia de pequeñas “gotas” de agua entre las partículas. Al añadir líquido, se forma una película de agua con tensión suficiente para mantener unidas las partículas.
Durante los procesos de mezcla y acondicionamiento, en los que se añade humedad, la densidad de la harina aumenta debido al amasado constante. Esto disminuye el tamaño del poro ocupado por aire y conduce a un estado de adhesión sin necesidad de añadir más líquido.
|

Tumectación y capacidad de absorción de agua
La tumectación hace referencia a la capacidad del agua para repartirse homogéneamente y penetrar en la masa de harina.
Todas las propiedades físicas del alimento se ven afectadas por el agua, por lo que resulta imprescindible una distribución uniforme de la humedad y, para favorecer esta penetración, debe disminuir la tensión superficial.
En física, se denomina tensión superficial del agua a la cantidad de energía necesaria para aumentar su superficie, ya que el agua, al contacto con el aire o con sólidos, tiende a agruparse. Esta tensión es una manifestación de las fuerzas intermoleculares en el agua, conocidas como puentes de hidrógeno.
La tensión superficial, junto con las fuerzas entre el agua y las superficies sólidas en contacto, origina la capilaridad.
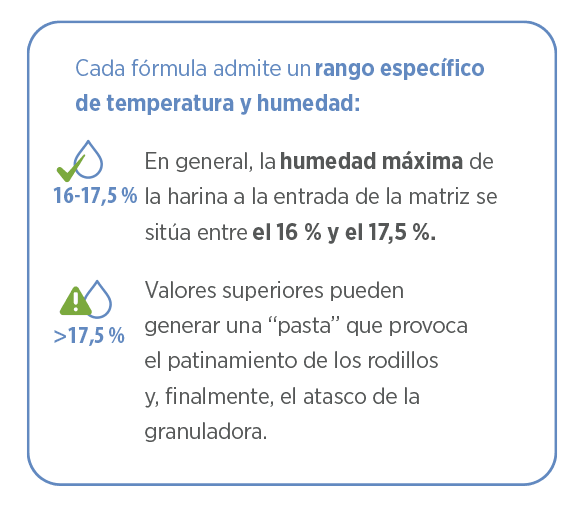
No obstante, no se debe sobrepasar el nivel máximo de humedad admitida por la harina (vapor + agua libre), ya que se puede producir un deslizamiento de los rodillos y, finalmente, el atasco de la granuladora. Este nivel máximo de absorción de agua se denomina capacidad.
De forma general, este parámetro se determina según el tipo de materia prima:

Puentes sólidos y aglutinación
Los puentes sólidos se forman principalmente por dos mecanismos:
![]()
![]()
Este es el mecanismo más importante en la formación del gránulo, ya que muchas materias primas empleadas presentan capacidad de aglomeración por sí mismas, debido a la presencia de sustancias que actúan como pegamentos naturales.
ALMIDÓN GELATINIZADO
El almidón gelatinizado se considera el aglutinante más eficaz y económico, ya que aporta fuerza de unión y elasticidad, contribuyendo a mejorar la durabilidad del pellet.
La pregelatinización puede iniciarse a partir de 60 °C y con aproximadamente 3 % de agua libre. A continuación, se indican valores orientativos de contenido de amilosa y temperaturas de pregelatinización de distintos ingredientes empleados en la formulación de piensos:
![]()

El trigo presenta una mayor reputación como aglomerante pese a tener menos amilosa que el maíz, debido a otros factores como su menor contenido en aceite (1,5 % en trigo frente a 3,5 % en maíz).
![]()
![]()
![]()
![]()
OTROS AGENTES AGLUTINANTES
Además del almidón, existen otros componentes que favorecen la formación de puentes sólidos:
![]()
![]()
![]()
![]()
| La adición de grasa o aceite antes de la granulación es el factor que más disminuye la cohesión y la adhesión, ya que crea una película hidrófoba que impide la unión entre partículas y lubrica en exceso el proceso, reduciendo la fuerza aplicada. |


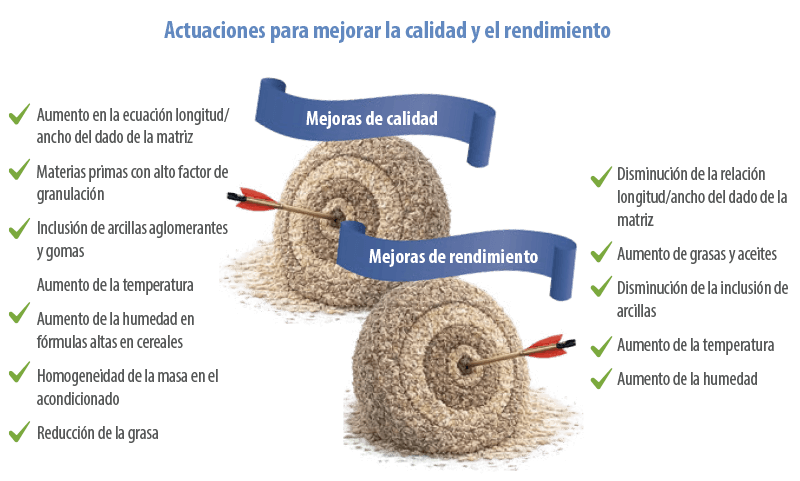
Factores que afectan a la calidad del granulado

![]()
![]()
![]()
A este respecto, algunos autores proponen la siguiente distribución orientativa de la influencia de estos factores sobre la calidad del pellet:
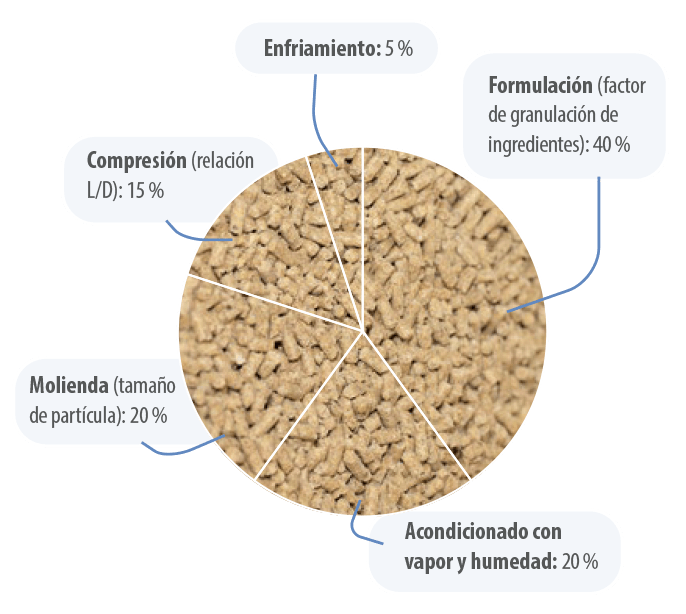




![]()

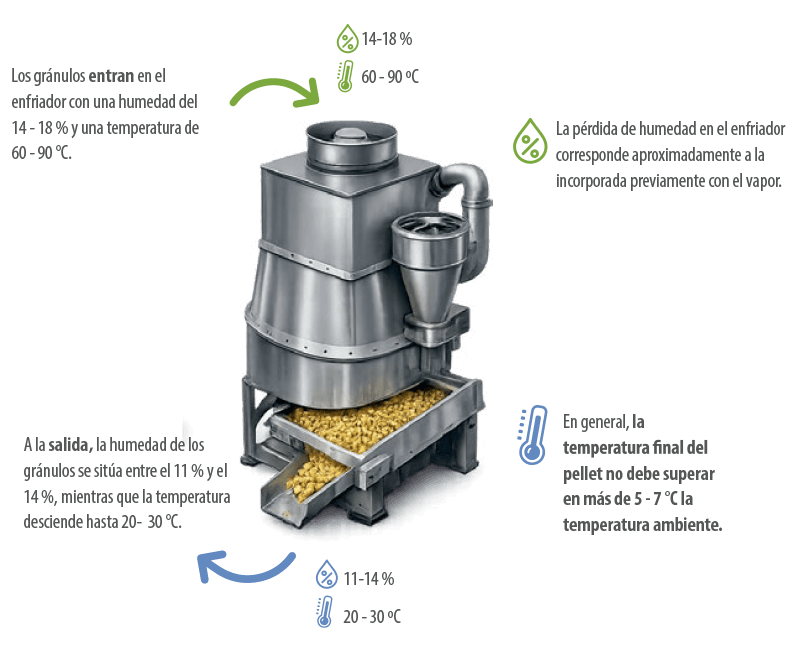
A la salida de la matriz, el gránulo ya formado y caliente cae al enfriador, donde se reduce su temperatura hasta aproximarse a la temperatura ambiente y se disminuye su humedad con el fin de favorecer su correcta conservación.



CALIDAD DEL GRÁNULO: PARÁMETROS DE CONTROL Y DEFECTOS FRECUENTES


La durabilidad es el parámetro más importante que se debe evaluar, ya que el gránulo debe soportar el transporte y la manipulación sin romperse, generando el mínimo porcentaje posible de finos.
![]()
 |

El sistema más utilizado es el Holmen 100, un método rápido y versátil que trabaja con muestras de 100 g y permite seleccionar tiempos de ensayo de 30, 60, 90 y 120 segundos. Por su parte, el Holmen 200 es una versión más moderna, que incorpora pesaje y resultados automáticos.


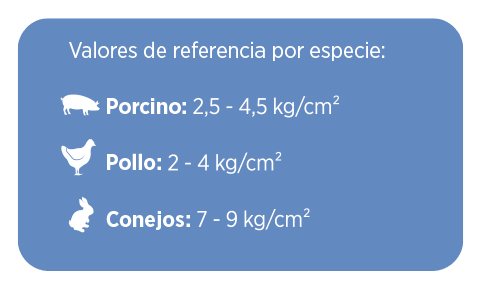
La dureza se define como la presión (kg/cm²) que el gránulo soporta sin romperse.
Este parámetro se mide con un durómetro y es importante para determinar cómo resistirá el almacenamiento y el transporte, aunque no siempre está correlacionado con la durabilidad.

Finos
Los finos deben reducirse al mínimo posible, ya que afectan directamente a la calidad final del granulado.

| Por ello, más allá del valor medido en planta, lo realmente importante es que en el comedero se mantenga una proporción suficiente de gránulos íntegros, idealmente superior al 70 %. |




La actividad de agua (aw) es un parámetro que mide el agua libre que permanece tras el enfriado.
El agua libre es aquella que no está ligada a los nutrientes o estructuras y puede ser aprovechada para el crecimiento fúngico y bacteriano, así como para favorecer oxidaciones y, en último término, la proliferación de insectos. Por tanto, controlar este parámetro garantiza la estabilidad del pienso y evita su deterioro.
Aunque está relacionada con la humedad, no es exactamente lo mismo. Por ello, el fabricante suele establecer un límite de humedad a la salida del enfriador por debajo del cual se considera que no existe un exceso de agua libre (habitualmente 12 – 13 %).


| Una forma efectiva de garantizar que el pellet pierde la humedad sobrante durante el enfriado es mantener la diferencia de temperatura pellet/ambiente por debajo de 5 °C (máximo 10 °C) a la salida del equipo. |


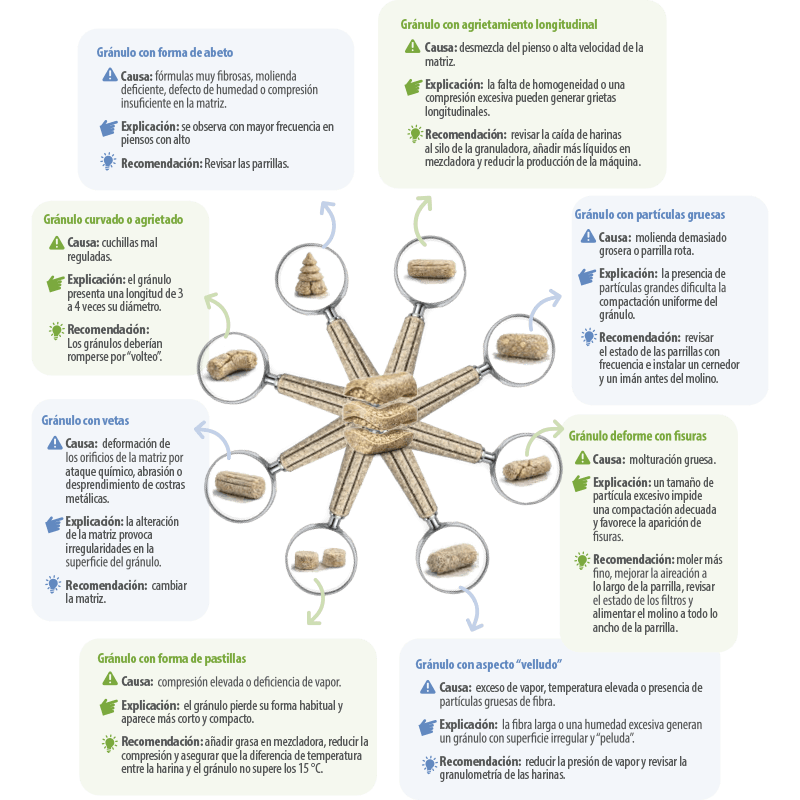
FORMA DEL GRANULADO: DEFECTOS FRECUENTES Y CAUSAS
La forma y el aspecto del gránulo pueden aportar información muy valiosa sobre el funcionamiento del proceso de granulación.
| Identificar estos signos a tiempo permite corregir el problema de forma rápida y evitar pérdidas de calidad, aumento de finos o incidencias en la producción. A continuación, se recogen los defectos más frecuentes y sus posibles causas. |

La tendencia actual apunta a una fabricación cada vez mayor de piensos granulados, lo que obliga a formular dietas específicamente diseñadas para ser granulables. Sin embargo, no todas las fábricas aplican el proceso de granulación de la misma manera, por lo que los resultados pueden variar significativamente.
