Departamento de Control de Calidad, Cooperativa d'Ivars
Núria Llanes
Departamento de Nutrición, Cooperativa d'Ivars
INTRODUCCIÓN
El GMHE (Grano de maíz húmedo ensilado o máiz húmedo fermentado) o pastone es una materia prima de gran valor, no solo desde un punto de vista nutricional, sino también desde un punto de vista medioambiental. Puede usarse en todas las especies, pero es especialmente interesante en la alimentación de rumiantes.
En la Cooperativa d’Ivars se apostó por esta materia hace 6 años, promoviendo su cultivo y su utilización a gran escala. Para ello, incorporamos el pastone en nuestras fábricas de piensos, como ingrediente en todos los piensos granulados, como una materia prima más.
Esto ha permitido la utilización de un gran volumen de GMHE, cuyo uso, de otra forma, quedaba reducido al de granjas particulares mediante alimentación en unifeed.
De esta manera hemos conseguido que todos nuestros asociados, ganaderos y agricultores puedan beneficiarse de sus ventajas, y gracias a ello no solo hemos ganado en competitividad en nuestros piensos (calidad/precio) sino que también hemos mejorado en la sostenibilidad de nuestra actividad.
PROCESO DE OBTENCIÓN
El pastone o GMHE es el producto resultante de la fermentación anaeróbica del maíz. El maíz, rico en almidón y pobre en proteína y fibra, es una materia prima ideal para ser fermentada.
Se trata de una fermentación ácido-láctica y para que tenga lugar son necesarias 4 condiciones:
HUMEDAD
Las bacterias necesitan humedad para iniciar los procesos de fermentación. Para producir pastone, la humedad ideal del maíz en el momento de la recolección debe estar alrededor del 32%(Martin, 2011).
Es en este punto donde se alcanza un equilibrio entre la completa madurez del grano y una humedad suficiente para fermentar, y es además donde conseguiremos un mayor valor de energía por kg de MS (Mader et al., 1974; Martin, 2011), aunque a nivel práctico se puede admitir un rango más amplio, que va del 25 al 40% de humedad.
Un exceso de humedad (>40%) dificulta tanto la recolección del maíz en campo, como su ensilaje y posterior utilización en las fábricas, mientras que una humedad por debajo del 25% dificulta el proceso de fermentación y reduce la calidad nutricional.
La humedad contribuye a mejorar la degradabilidad del almidón, proteína y otros componentes de la MS (Benton, 2005; Hoffman, 2010). Una humedad constante durante todo el proceso de ensilado sería lo óptimo, pero esto es muy difícil que ocurra de manera natural.
Algunas estrategias para conseguirlo son reconstituir con agua el maíz que entra demasiado seco o mezclar con maíz más seco el que entra con excesiva humedad.
MOLTURACIÓN
El almidón del maíz está protegido por el pericarpio y por una matriz proteica que inhiben el acceso de las bacterias a los gránulos de almidón (San Emeterio, 2000). Tenemos que romper esta barrera física para que quede expuesto al ataque de las bacterias ácido-lácticas y favorecer su fermentación durante el proceso de ensilado.
La molturación es la mejor manera de conseguirlo. No es fácil molturar el maíz húmedo. La variabilidad en la humedad del maíz entrante dificulta una homogeneidad de molienda, y es necesario ajustar el tamaño de partícula (tamices o discos) tan a menudo como el cambio en humedad lo requiera.
A maíces más secos, más fino debería ser el tamaño de partícula(Martin, 2011; Mader et al., 1974). En este sentido, los molinos de cuchillas se adaptan mejor a la humedad elevada que los de martillos.
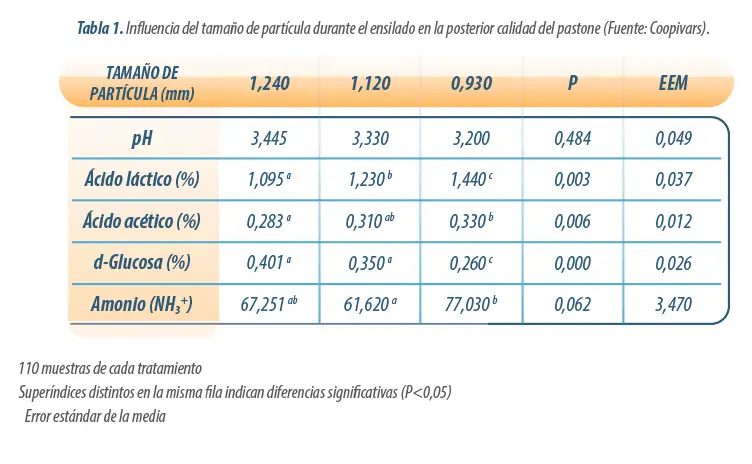
La molturación es un punto clave para obtener una buena calidad nutricional del producto. Cuanto más fino molturemos, mejor será la fermentación (Tabla 1) y la posterior calidad del pastone.
Un tamaño de partícula fino mejora tanto la digestibilidad del almidón como la de la proteína (San Emeterio et al., 2000).
El tamaño de partícula puede oscilar entre 900 y 1.240 micras y va a depender de las condiciones de entrada del maíz y de cuál sea su posterior uso. Si lo vamos a utilizar en un unifeed el tamaño de partícula no será tan crítico como si el pastone va a ser usado como un ingrediente de un pienso en pellet o gránulo.
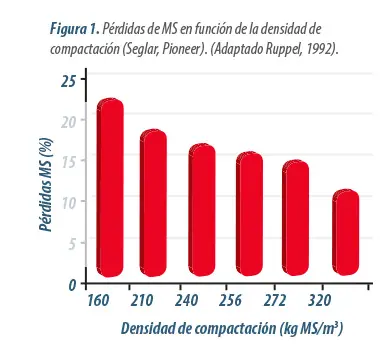
Además, un tamaño medio de partícula fina nos permitirá una mejor compactación del producto, evitando que queden bolsas de oxígeno que puedan perjudicar los procesos de fermentación anaeróbica.
La compactación está estrechamente relacionada con las pérdidas de MS (Figura 1). A más compactación, menores pérdidas de MS. En este punto es bueno recordar que las pérdidas no deberían ser superiores al 3% y que, en cualquier caso, es importante calcularlas (Borreani et al., 2018).
Sin embargo, cuanto más finas son las partículas, más bajos son los rendimientos de los molinos y más lento el proceso de ensilaje. Por tanto, tendremos que encontrar un equilibrio entre lo ideal y lo posible.
ANAEROBIOSIS
La fermentación láctica ocurre en condiciones de anaerobiosis, aunque
tiene una primera fase aeróbica (hasta que se cierra el silo), que debemos minimizar para evitar pérdidas de MS y de energía (Rutherford, 2006). El objetivo es llegar a la anaerobiosis estricta lo antes posible. Por este motivo: Intentaremos llenar y cerrar el silo trinchera en el menor tiempo posible para minimizar el contacto con el oxígeno (este proceso es automático en los silos bolsa o big bag). Un llenado y cerrado lento puede llegar a comportar pérdidas de hasta el 11% en el ensilado de grano de maíz (Brüning et al., 2018). Usaremos un plástico lo más impermeable posible al oxígeno para cerrar el silo. Este será un punto clave para obtener un producto de calidad y minimizar las mermas (Borreani et al., 2018). Si el plástico no es suficientemente impermeable al oxígeno, nos podemos encontrar la capa más superficial del pastone oscurecida y dañada por hongos. Si esto ocurre significa que hay más superficie afectada de la que vemos y por lo tanto una pérdida de calidad (Seglar). Este oscurecimiento no debe confundirse con una coloración más oscura debido a la oxidación de la grasa por las altas temperaturas que se alcanzan en algunas regiones en verano. Esta...
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Phasellus non massa sit amet risus commodo feugiat. Quisque sodales turpis sed felis scelerisque, et luctus sapien facilisis. Integer nec urna libero. Sed vehicula venenatis lorem. Aenean fringilla dui non sapien pulvinar, sed tincidunt turpis tempus. Cras non nulla velit.
Regístrate y accede a los mejores artículos sobre rumiantes en rumiNews.
Regístrate en rumiNews para desbloquear este artículo y obtener más beneficios como:
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Phasellus non massa sit amet risus commodo feugiat. Quisque sodales turpis sed felis scelerisque, et luctus sapien facilisis. Integer nec urna libero. Sed vehicula venenatis lorem. Aenean fringilla dui non sapien pulvinar, sed tincidunt turpis tempus. Cras non nulla velit.
2026 Copyright Grupo de Comunicación AgriNews SL. All rights reserved. Se prohíbe la reproducción del contenido de esta página en cualquier formato o comunicación, electrónica o impresa, sin autorización expresa.Solicitar autorización. | Agencia de Marketing Ganadero
Este sitio web utiliza Cookies propias y de terceros, para recopilar información con la finalidad de mejorar nuestros servicios, para mostrarle publicidad relacionada con sus preferencias, así como analizar sus hábitos de navegación. Si continua navegando, supone la aceptación de la instalación de las mismas. Leer más





 Latinoamérica
Latinoamérica
 Europa
Europa